Facility
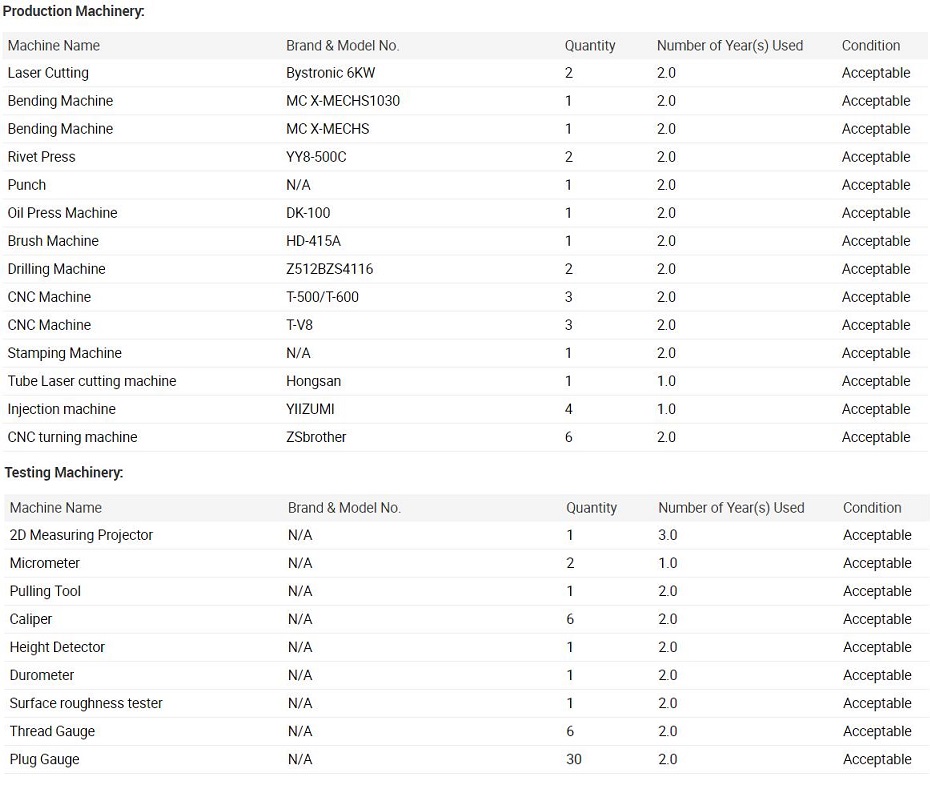
PRODUCTION AND INSPECTION FACILITY LIST AS BELOW
Introduction of CNC Bending Machine
The bending machine is to use the equipped mold (general or special mold) to bend the metal sheet in the cold state into workpieces with various geometric cross-section shapes. The bending machine generally adopts a special CNC system for the bending machine. The coordinates of the bending machine The axis has been developed from a single axis to 12 axes, and the CNC system can automatically realize the sliding depth control, the left and right tilt adjustment of the slider, the front and rear adjustment of the rear stopper, the left and right adjustment, the pressure tonnage adjustment and the slider approaching working speed adjustment, etc. . The bending machine can easily realize the actions of the slider downward, jog, continuous, pressure maintaining, return and stop in the middle, and complete the bending of multiple elbows at the same angle or different angles at one time.
Precautions for the use of CNC bending machine
1. Strictly abide by the safety operation procedures of Huade machine tool workers, and wear labor protection equipment as required.
2. Before starting, carefully check whether the motor, switch, circuit and grounding are normal and firm, and check that the operating parts and buttons of the equipment are in the correct position.
3. Check the coincidence and firmness of the upper and lower molds; check whether each positioning device meets the requirements of being processed.
4. When the upper slide plate and each positioning axis are not at the origin, run the back-to-origin program.
5. After the equipment is started, it should run idly for 1-2 minutes, and the upper sliding plate will move 2-3 times in full stroke. If any abnormal sound or fault is found, it should be stopped immediately, the fault should be eliminated, and it can work only after everything is normal.
6. The work should be under the unified command of one person, so that the operator closely cooperates with the feeding and pressing personnel to ensure that the cooperating personnel are all in a safe position before issuing the bending signal.
7. The sheet must be compacted when bending, to prevent the sheet from lifting and hurting people during bending.
8. The power supply must be cut off when the plate material is pressed, and the operation must be stopped.
9. When changing the opening of the variable lower die, no material is allowed to come into contact with the lower die.
10. When working, no one is allowed to stand behind the machine.
11. It is strictly forbidden to fold the sheet at one end alone.
12. If the workpiece or mold is found to be incorrect during operation, it should be stopped for correction. It is strictly forbidden to correct by hand during operation to prevent hand injury.
13. It is forbidden to fold super-thick iron plates or quenched steel plates, high-grade alloy steel, square steel and plates that exceed the performance of the plate bending machine, so as not to damage the machine tool.
14. Always check the coincidence of the upper and lower molds; whether the indication of the pressure gauge meets the regulations.
15. Immediately shut down when an abnormality occurs, check the cause and eliminate it in time.
16. Before shutting down, place a wooden block on the lower die under the oil cylinders on both sides and lower the upper sliding plate to the wooden block.
17. Exit the control system program first, then cut off the power [2] .

Laser Cutting Equipment Introduction
Compared with traditional oxyacetylene, plasma and other cutting processes, the laser cutting speed is fast, the slit is narrow, the heat affected zone is small, the verticality of the slit edge is good, and the cutting edge is smooth. At the same time, there are many types of laser cutting materials, including carbon steel , stainless steel, alloy steel, wood, plastic, rubber, cloth, quartz, ceramics, glass, composite materials, etc. With the rapid development of the market economy and the rapid development of science and technology, laser cutting technology has been widely used in automobiles, machinery, electricity, hardware and electrical appliances and other fields. In recent years, laser cutting technology is developing at an unprecedented rate, growing at a rate of 15% to 20% every year. Since 1985, my country has grown at an annual rate of nearly 25%. At present, there is still a big gap between the overall level of laser cutting technology in my country and advanced countries. Therefore, laser cutting technology in the domestic market has broad development prospects and huge application space.
Advantage
1. High precision: suitable for cutting precision accessories and fine cutting of various craft words and paintings.
2. Fast speed: more than 100 times that of wire cutting.
3. The heat-affected zone is small, and it is not easy to deform. The cutting seam is smooth and beautiful, and no post-processing is required.
4. High cost performance: the price is only 1/3 of the CO2 laser cutting machine of the same performance, and 2/5 of the CNC punching machine with the same function.
5. The cost of use is very low: only 1/8 to 1/10 of the same type of CO2 laser cutting machine, the hourly cost is only about 18 yuan, and the hourly cost of the CO2 laser cutting machine is about 150 to 180 yuan.
6. The follow-up maintenance cost is very low: only 1/10~1/15 of the same type of CO2 laser cutting machine, and 1/3~1/4 of the CNC punching machine with the same effect.
7. Stable performance to ensure continuous production. Solid-state YAG laser is one of the most stable and mature products in the laser field.

Welding Machine and Advantages
Welding is the process of joining metal parts using various fusible alloys (solder). The melting point of the solder is lower than that of the material to be soldered, so that the part will be welded by intermolecular contact on its surface without being melted.
Welding can be divided into soft soldering and hard soldering, the soft soldering temperature is lower than 450 ℃, and the hard soldering temperature is higher than 450 ℃. Hard welding is usually used for metals such as silver, gold, steel, copper, etc. The welding point is much stronger than soft welding, and the shear strength is 20~30 times that of soft welding. The term soldering is commonly used for both thermal joints, since in both cases molten solder is written into an elongated gap between two clean and adjacent solid metal surfaces to be installed.
Welding ensures the continuity of the metal. On the one hand, the two metals are connected to each other by bolted connection or physical attachment, which shows a strong metal whole, but this connection is discontinuous, and sometimes if there is an oxide insulating film on the surface of the metal, they even Right or wrong physical contact. Another disadvantage of mechanical connection compared with welding is that the contact surface continues to oxidize, resulting in an increase in resistance. Also, chatter and other mechanical shocks can loosen the joint. Welding eliminates these problems, the welding parts do not move relative to each other, the contact surface does not oxidize, and the continuous conduction method is maintained. Welding is a fusion process between two metals. In the molten state, the solder will dissolve some of the metal in contact with it, and the surface of the welded metal often has a thin oxide film that cannot be dissolved by the solder. The flux is used to remove it. this oxide film. The welding process usually includes:
1) The melting of the flux, thereby removing the oxide film on the surface of the metal to be welded;
2) Melting the solder to float the impure substances and lighter flux suspended in between to the surface;
3) Some of the metals connected to the solder are dissolved;
4) Cool and end the melting of metal and solder.
The END